
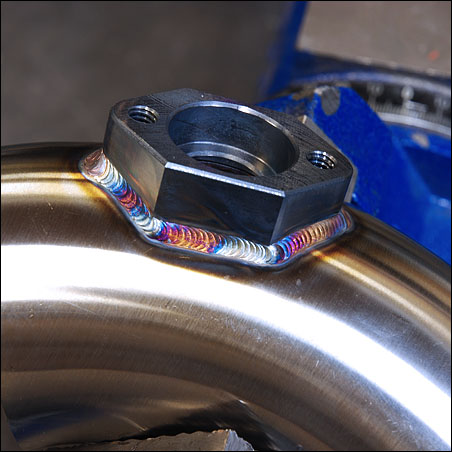
the "welding tips and tricks" guy has a video about heat warping and using cooling plates, I can't remember for sure, but I think he was using it for thin gauge stainless, maybe aluminum. Anyway a huge piece of copper or aluminum would definitely dissapate heat better than steel, if warpage is indeed a concern.
I'd like to think I'm the guy they are talkin about when they say, "he could F%^& up a cannon ball in a plowed field."
.................. /...\
..............-...|.....|
...*.......-'. \..\__/
....\.-'.........\
... /......... _/
...|......... /"
...|.... /_\'
....\....\_/
......""""











 Reply With Quote
Reply With Quote




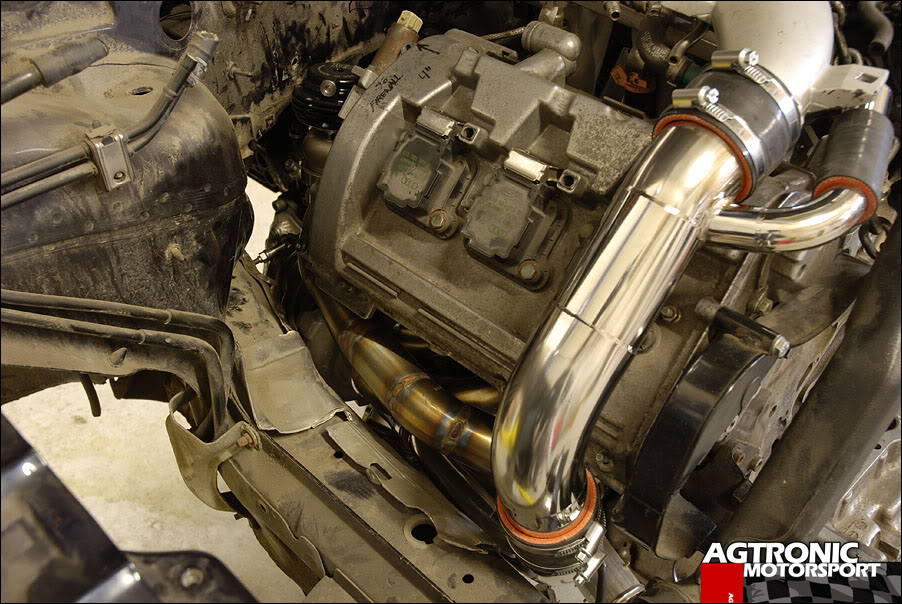


 I suppose the main benefit you would have got would be a little faster spool but probably not worth it to fight the gap between the frame rail.
I suppose the main benefit you would have got would be a little faster spool but probably not worth it to fight the gap between the frame rail.


