That is good to know. I plan to use an amp clamp to see what relative input to output current is seen while welding, if I get an everlast unit.Originally Posted by DiabolicZ



 Senior Member
Senior Member

That is good to know. I plan to use an amp clamp to see what relative input to output current is seen while welding, if I get an everlast unit.
Everlast 200DX
Everlast PT185
Shoptask 3-in-1 (not currently in my garage, but I own it...)
Any day on a motorcycle like this that ends just needing parts and labor is a good day.
4.82, 158.67mph 1/8th mile 7.350, 200.35mph 1/4 mile
Member
Diabolic,
That would be nice.
The wire on my PP256 is only 12 AWG.
And at 220 volts, the max amp draw is 42.
Good thing the wire insulation is rated for 105 degrees C.
Cheers,
rivets
 Member
Member
Good to hear your enjoying the machine!
Looks like it's Laying some sweet beads.
300whp FWD 94 Celica
PowerPro 205 with a hack behind the mask!
 Member
Member
Thank you. Those beads are the very first day I had it up and running. I have since been out there screwing around. Playing with all of the settings the machine has to offer and the amperage. I dig it.
On my old Hobart Tig mate, It would start to get hot and shut off after a while of welding 1/8" aluminum sheet. This thing just keeps going and going. It'll blast right through 1/8" too if I have it up too high.
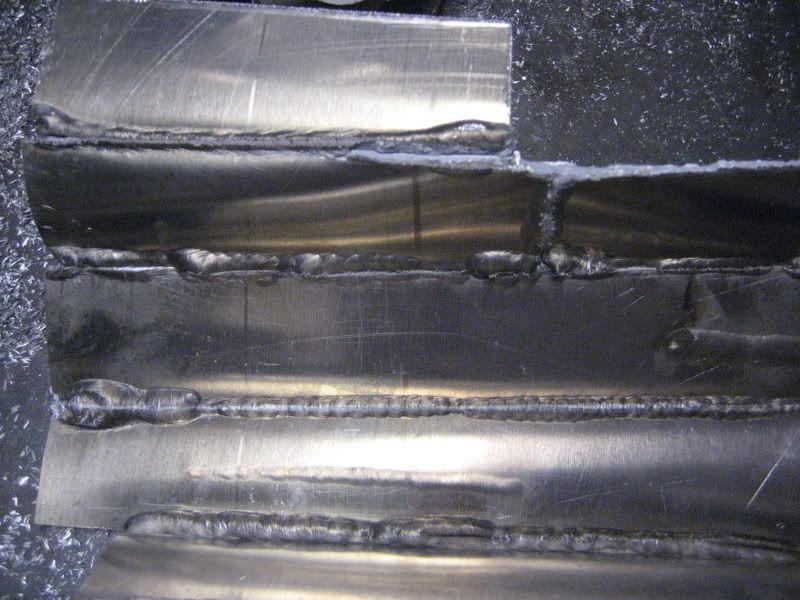
I wasn't really going for pretty here. Just playing around seeing what did what.
Here is a picture of me breaking the weld. For the most part it is now breaking in the heat effected zone like it is supposed to do.
10.3 @ 134mph 1.5 60' DA 7500ft Bandimere speedway
http://www.youtube.com/watch?v=leUB4PCv0mU
Lincoln PT185
1980's Miller Plasma cutter
Everlast LX225 here and working well.
 Everlast Sales and Support Team
Everlast Sales and Support Team
Diabolic,
Admittedly we have a few gremlins we are chasing like stripped screws on panels and a few odds and ends...For the uninitiated, it can be aggravating to have happen, but by and large most customers can work with us if something like that happens. Duncan is working on things, coordinating some improved standards in the factory and has worked tirelessly. However, we know we have a good performing product, and we are fine tuning the details. But as you can see, it does live up to its reputation to weld.
Mark
performance@everlastwelders.com
www.everlastgenerators.com
www.everlastwelders.com
877-755-9353 x204
M-F 9am - 5pm EST
Member
Made the same post over at Welding Web, so I'll just copy and paste it here.
I have had this machine now for a few days. Been screwing around with it here and there. Have been pretty impressed so far. It welds pretty good.
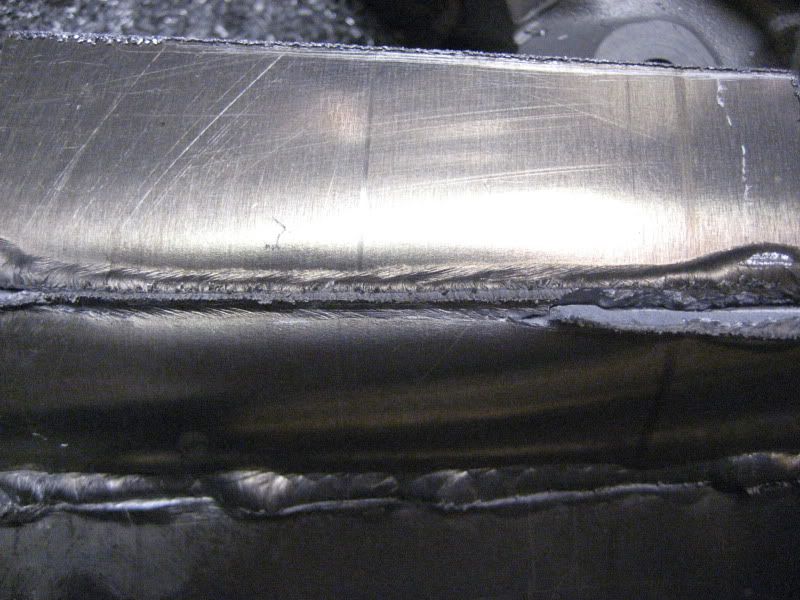
Today I actually had to put it to work though. I had to weld some 1/8" sheet aluminum to a cast intake manifold. I went out there and cranked down on it at 200amps so I could dig into the cast aluminum good. Cranked on it for 6 minutes, (duty cycle is 60% at 225) let it cool down for 4min then cranked on it again for about another 6 minutes. Did this three times total and not once did the welder have a glitch or a hiccup of any kind. Power cord never got warm and it wasn't even blowing warm air out the back of the machine.
Basically... It's doing what it is supposed to be doing. Had I done this with the Hobart Tigmate I used to have, A. it doesn't go to 200amps, and B. it would have over heated and tripped the protector after about 4 minutes of welding. Same thing with my Lincoln PT185.
10.3 @ 134mph 1.5 60' DA 7500ft Bandimere speedway
http://www.youtube.com/watch?v=leUB4PCv0mU
Lincoln PT185
1980's Miller Plasma cutter
Everlast LX225 here and working well.
Member
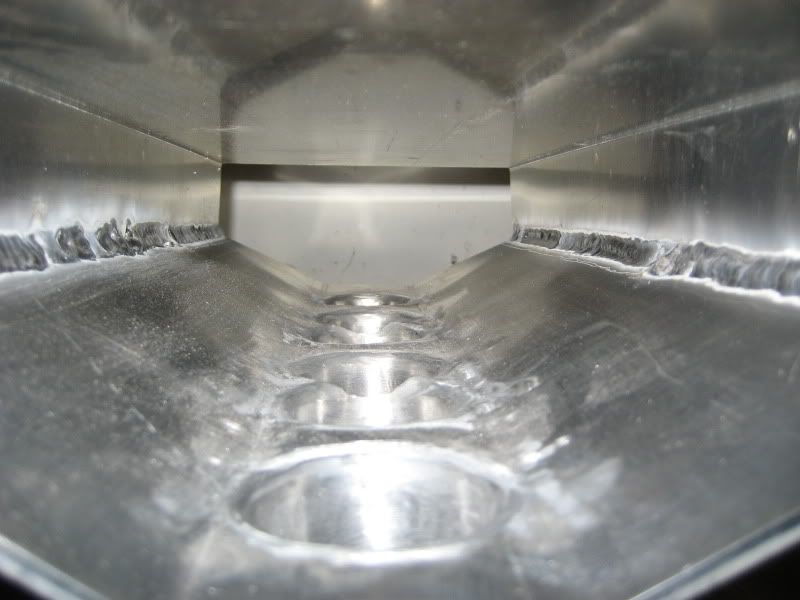
So, I was welding the inside of this plenum using the pulse controls. I used the end cap on the back of the torch and was able to get in there pretty good. Confined spaces take some getting used to that is for sure. Especially when you can't see all the way inside to see your puddle. I was trying to do the lay wire technique, but that is hard to do with aluminum anyways I think.
Anyways, I had the welder pulsing up to 150amps. After about 2-3 minutes of straight welding, the protector would trip on the welder. It did this three times and I am not sure why. I was getting pretty angry because I know I was not exceeding the duty cycle of the welder by a long shot. I am wondering if it because of the angle I had to have my torch at, just made the arc too long causing the voltage to be too high to make the jump. I would say there may have been a 1/2" gap at times.
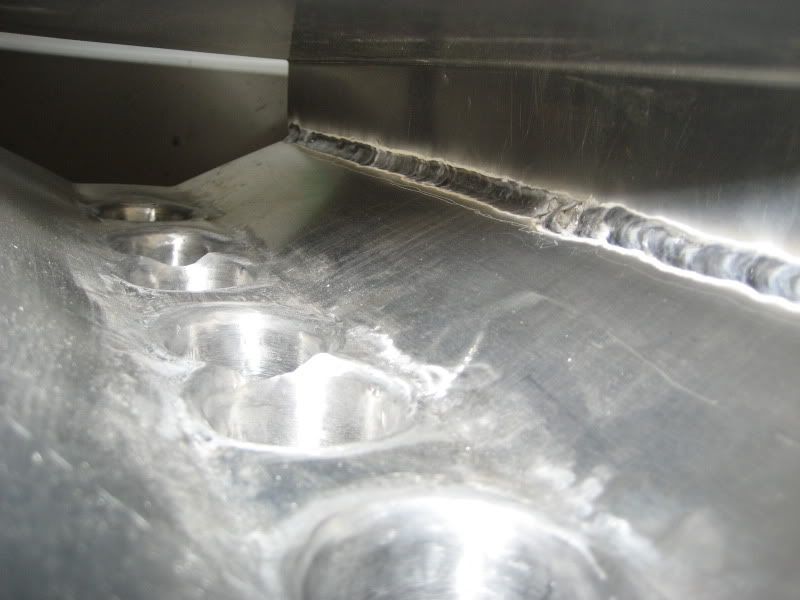
Once I pulled it out, I retained the pulse settings even though I am still learning with the pulse. I figured I am proficient enough to be able to sell the weld. At this time I still prefer using only the foot petal to control my amperage, but I am slowly getting used to using all of the options this welder has to offer.
Here is my attempt with the pulsing. Unfortunately, I burned through some spots prior when I was welding from the inside out as you can see in the first pictures. So I had to do what I could to weld over them on the out side. Again, welding is such a tight space is no easy feat. When you have your hand, torch and filler rod in there, it is very hard to see what you are doing.

10.3 @ 134mph 1.5 60' DA 7500ft Bandimere speedway
http://www.youtube.com/watch?v=leUB4PCv0mU
Lincoln PT185
1980's Miller Plasma cutter
Everlast LX225 here and working well.
Everlast Sales and Support Team
The unit has overheat, and overcurrent protection....Yes, a long arc consistently can be a cause.
Mark
performance@everlastwelders.com
www.everlastgenerators.com
www.everlastwelders.com
877-755-9353 x204
M-F 9am - 5pm EST
Member
manifold looks good man! cant imagine how hard it must be to stay consistant and smooth welding inside there like that!
hopfully just a few more weeks and i'll be able to "attempt" to join the club!!!! lol
300whp FWD 94 Celica
PowerPro 205 with a hack behind the mask!
 Senior Member
Senior Member
On my Super200P, I can't remember ever tripping the overheat protection in TIG welding mode. I have melted down my WP-17 TIG welding cable, welding at extended 180-200 amp, and the machine didn't even care. I then upgraded the TIG welding torch to a 200 amps @ 100% duty cycle rated one, and went to town welding pretty large piece of, 3/8" thick aluminum with no pre-heating, mostly just to see if my setup could do that. The machine never went into overheat protection mode, handled this "abuse" like a champ. So anyway now I've got a lot of confidence in this machine.
I can't say I do any TIG welding with anywhere near 1/2" arc length however; I probably don't even go to 1/4" arc length very often. Since the plasma gas has the majority of the resistance in the welding circuit, a really long arc would have made the machine drive potentially a really high amount of voltage. That may have done it! Voltage may be proportional to arc length. Voltage x current = power (and heat). So maybe you should find a big piece of thick aluminum, and then holding a tight arc, and try a TIG duty cycle test? See if your machine can with a tight arc, put out the advertised current / duty cycle.
One thing I noticed about my Super200P compared to a "new" 250EX I tried out, is that subjectively, it seems like the cooling airflow of my Super200P out of the vents was a significantly flow rate than the new 250EX. Like maybe twice the flow (subjectively.) The fans on the Super200P are also lot less noisy than the newer design. I was a little surprised to find that, given the impressively rated current and duty cycle of the 250EX.
If it makes you feel any better though, I have tripped my Super200P's overheat protection mode in plasma cutting mode, however. In fact I think I even tripped my 30 amp circuit breaker. That was before I learned I probably shouldn't be turning the current up to the max in plasma cutting mode.
'13 Everlast 255EXT
'07 Everlast Super200P
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote