I got a new Everlast 250 LX AC/DC TIG machine.......... well this model is either new or something not advertised because the website apparently doesn't have info on it. Alex from Everlast in California, I believe, sold it to me. This purchase was hard for me because it takes a lot of gonads to jump on an “overseas” machine and pray for no problems. I am not saying this company is bad at all just, I have been eyeing Millers, Lincolns, Thermal arc, and Hobart’s for years but could not afford it. This company is going to drive down the overall cost of welders and if the leaders want to hang in then they probably will follow suit, enough about market economics and supply and demand were welders! Regardless after my initial testing on DC current it is working well.
Here are a few of things that I noticed when I got the machine.
First off the machine was flawless on initial unwrapping and visual inspecting. Pictures are here from my photobucket. All the equipment was there and intact no damage what so ever but actual packing was beat up.
Second thing that happened was physical inspection, assembly, and testing. Upon inspection I found the post-flow gas knob lose and not easy to tighten up. I had to pull the units cases almost completely off to correct this issue. It still is not fully aligned with the marks but post flow is a rough guess anyways. No complaints just that "quality control" could be stepped up but we are welder fabricators and can handle a little working with the product. I did not take pictures because I was eager to fix it.
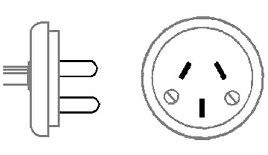
Third thing weird I noticed was this 250 weird voltage connector. I had not seen anything like that. With further research I identified the culprit. Shown here is an "overseas" 250 voltage adapter.
It would have worked great had I lived on the sunny side of the world. So next thing I did was go to local hardware store and find a connector for the good old USA. Originally I wired it for 220 [v] 15 [amp] NEMA 6-15 for my friends shop connectors. Then my friend's shop wasn’t free to borrow the voltage so I took out the trusty volt meter and measured Mom's dry voltage. It was a 220 [v] so I made a dryer adapter to the NEMA 6-15 and ran with it. Machine fired right up.
Fourth thing was argon gas lines. The line from the argon tank to the machine did not come with clams. I got those at the local hardware store. The barb on the 250 LX to accept the argon was loose as well. I fixed that immediately with a crescent wrench and a pair of pliers. Another weird thing was there was a fitting for exit argon from the machine to the torch. It would not mesh with the gas exit fitting on the machine which I think was a strange compression fitting. I cut the end off, stuffed it in there and put the compression fitting on. It seemed to hold for now but I probably will end up changing it later.
Last thing I noticed was I have a welding torch that has cooler lines in it. I was not told that my welder would come with a water cooled torch. It is a good thing now since I can upgrade the system to accept a cooler later when I have money. For now I am just welding low amperage and it’s not over heating or anything.
Well enough semi-complaining even though I hate complaining in general and will not make a real issue with something until it does not work or function properly. No one probably cares about any of that stuff above but just wanted to inform my fellow welders of a few issues if any I had.
Firing up the machine and testing it went well on DC current. I was working with stock I had purchased years ago and could not progress because I kept melting it.
Stock:
304 Stainless Tubing 0.065 thickness 2.5 diameter
Welding type:
But joints on the pipe using cut bends
Settings:
DCEN on torch
No pre-flow option but you can blip the pedal to get the post flow to act as pre flow (learned that one fast )
5-10 seconds post flow
50-60 amps (gave some foot pedal reserve)
Pulsar off (bad idea!)
The cuts were semi-strait and did not need filler. No back purging because I had not set it up yet. I plan to back purge with Argon Co2 blend next time 75-25%. Tack welding went great on the thick portions where heat dissipation was adequate. As you see I used my band-saw to cut the bends with a little trigonometry you can make any bend you want with as many or little cuts as you want. Problem with this is what is the thinnest part of the cut? It is at the tip of the triangle and that is where it went downhill. Heat transfer was an issue at that tip, when it soaked out and I panicked as it started to burn through. There was plenty of that stuff called “sugaring” where the chromium boils out of the stainless and attaches to the air to oxidize making the welds weak, this is because there was no back purging whatsoever. I did try some filler for the thinner part but it did not help heat soak and I was just not skilled enough to work with it yet. With no back purge, almost no filler, and no pulsar setting on, I could not control heat soak thus burn through was inevitable on that tiny strip of stainless. There were a lot of issues on “first” time TIG welding. I had poor welding position, weak torch control, too long of a welding pass, improper settings, cheapo helmet, inadequate heat control and etc. Here are the pictures and let me know what you guys think. I have done my research and will be mixing in a few more ideas next time I weld and getting better equipment.
Burned through
The sugaring is very bad but not too much splatter sugaring.
Hopefully I can turn some good examples out to my fellow welding enthusiast. Please don’t do not laugh too hard and or leave me negative comments about the mutilations pictures please. I am trying and learning as I go. It was a difficult step toward the purchase of this machine been reading about this stuff for years finally bought it. So far the machine is dishing out the heat and I just need to try it on stick and AC to confirm it works completely. So far no serious issues or complaints I guess I can say I am lucky or Everlast is just pretty good overall and only time and more welding can tell. If you guys have any questions go ahead and ask I can try to answer them! Sorry for super long post I combined the welding and opening in one post.










 Reply With Quote
Reply With Quote