Might as well contribute:
Catch can:
Recirc tube:
Complete IC pipe kit:
Down pipe:
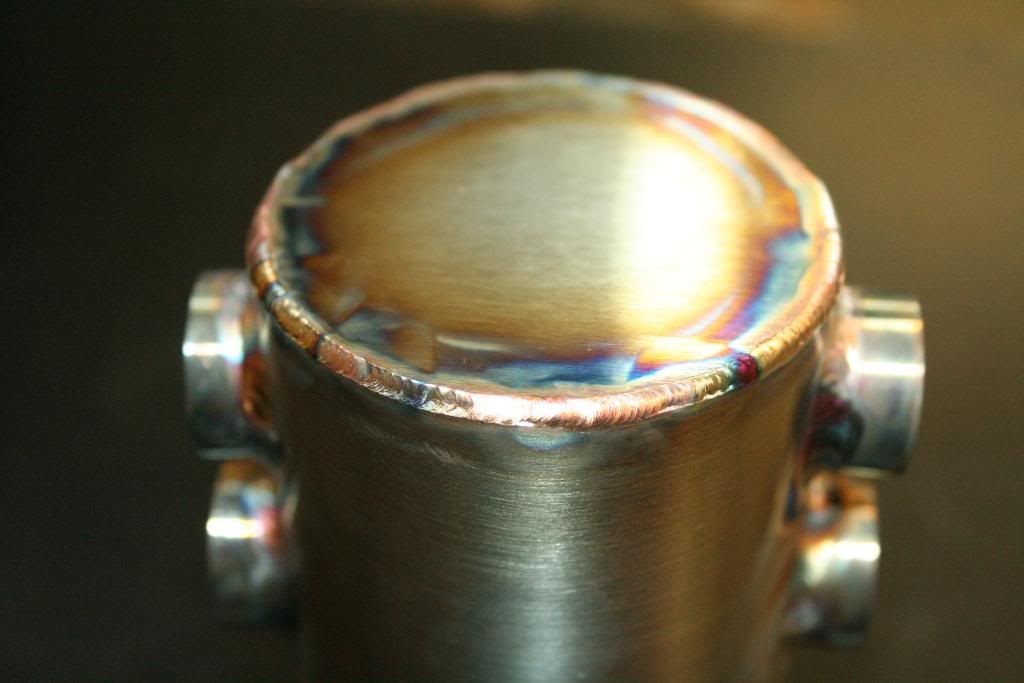
Close up:
350z Turbo kit:
67mm:


 New Member
New Member

Might as well contribute:
Catch can:
Recirc tube:
Complete IC pipe kit:
Down pipe:
Close up:
350z Turbo kit:
67mm:
 Member
Member
Beautiful work, thats exactly what im starting up to do right now.
Journeyman welder
250EX
Power plasma 60
horizontal band saw
Miller digital elite 'wicked' lid
 Member
Member
for that close up of the stainless. Are you using pulse or anything? And what thickness of material is it and what sort of settings do you normally use for that kind of job, looks amazing.
Brandon Raineri
The Pennsylvania State University
Studying Industrial Engineering
Everlast PowerPro 205
Everlast I-Mig 200
SpeedGlas 9100x
Milwaukee 14" Dry Cut Saw
Craftsman 6"x48" Belt Sander with 9" Disc Sander
New Member
Pic #1:Originally Posted by scootarida1

.065 wall cap welded on to 2.5" diameter .065 tubing. The key there is to have the cap set back from the tip of the tubing. If it was flush on the outside, it would not look as good. #12 cup, 3/16" 2% tungsten, no pulse, just foot pedal and no filler rod. Amperage is at about 40A, and moving rather quick.
Pic #2:
Same thing as on the cap. The -6an fitting is mild steel, .045 filler rod, 55A foot pedal, no pulse.
Pic#7:
This was a but weld. .065" 3" diameter 304SS tubing. Sames torch setup as before, 60-65A, 1/16" filler rod, also foot pedal only and moving at a decent pace.
 Senior Member
Senior Member
Is it really 3/16? That is huge. Biggest I have is 3/32. We've had bigger at work, but that is for very high current uses.
Everlast 200DX
Everlast PT185
Shoptask 3-in-1 (not currently in my garage, but I own it...)
Any day on a motorcycle like this that ends just needing parts and labor is a good day.
4.82, 158.67mph 1/8th mile 7.350, 200.35mph 1/4 mile
 Senior Member
Senior Member
Look pretty nice. Are you concerned at all that the exhaust will heat the trans too much sitting like that?
Jason
Everlast 255EXT - Perfection
Everlast PowerPro 256 - UPS Demolished
Everlast MTS200s
12 Ton Shop Press
DeWalt Hand Tools/ChopSaw
New Member
Ooops, yes I ment 3/32". At times I use the 1/16" tungsen as well.
Not at all. There is a lot of air moving under there when the car is driven. In the picture it looks like it is very close, but in fact there is about 3/4" gap between the pipe and the transmission case. I have built 17 complete kits and have many very happy customers out there. Some are making over 600whp on 93 octane.
I should mention that I am not a welder, and learned how to do this in my spare time. I am an electronics engineer, so nothing even close to welding.
New Member
Got these done tonight:
Now I just have to set up the back purge and weld it all up. In case you guys don't know what it is....they are RX7 turbo manifolds.
Senior Member
In the pics I didn't see the gap so I guess it may not be as bad as I thought. The pipe still gets pretty hot and stays hot after the car is no longer in motion.
Like you, I learned welding in my spare time and actually learned how to TIG by watching youtube videos and then trying it out for myself. My education and carrer happen to be in the computer world of networking and information technology, and software engineering.
Also those manifolds look nice
Jason
Everlast 255EXT - Perfection
Everlast PowerPro 256 - UPS Demolished
Everlast MTS200s
12 Ton Shop Press
DeWalt Hand Tools/ChopSaw
Senior Member
600 whp on pump is pretty nice.
We can get big power out of the bikes, but nothing like that on pump.
Everlast 200DX
Everlast PT185
Shoptask 3-in-1 (not currently in my garage, but I own it...)
Any day on a motorcycle like this that ends just needing parts and labor is a good day.
4.82, 158.67mph 1/8th mile 7.350, 200.35mph 1/4 mile
New Member
Displacement is much different also. The key to this is large T4 housings. I am the only person that makes a single turbo kit for a 350z with a true T4 flange, and use only T4 turbos. For the most part Precision 6266's and 6766's. I am currently working on a custom kit which will use a 76mm Precision turbo. This person will make 700whp on pump, and with C16 probably close to 900whp.
Should be able to run low 9's, as it has been done with this size of a turbo.
New Member
A few more of the first manifold completed. Still need to do the wastegate plumbing, but that comes on later:

Member
what kind of tubing are you using?
Journeyman welder
250EX
Power plasma 60
horizontal band saw
Miller digital elite 'wicked' lid
 Member
Member
that is some great work. thank you for sharing. I was hoping to do the same thing. I am glad to hear that self taught or YouTube taught is a possibility. I already mig but I want to be able to bang out some of the clean pretty wilds that seem to only be available with a TIG welder...
Miller Challenger 172 Mig
Soon to be winner of a Powertig 210 EXT
Wade Mortenson
New Member
The RX7 turbo manifolds are 304SS, .065 wall. For the most part this is what I use for exhaust systems, and it is the industry standard.
Thanks for the compliments. It has taken a bit of time to get where I am at as far as weld qulity. In the end, practice practice practice. The key to all the colors are tig lenses. On the left tig lense/cup on the right regular setup:
http://image.popularhotrodding.com/f...+gas-lense.jpg
The better your gas shild is the nicer the weld/colors.
Last edited by Boosted P; 01-11-2012 at 11:30 PM.
Member
Ya i figured 304 but sometimes for higher heat applications like manifolds like that 321 can be used
Journeyman welder
250EX
Power plasma 60
horizontal band saw
Miller digital elite 'wicked' lid
New Member
This is some great quality work. It may have been mentioned already, but what welder are you using?
 Senior Member
Senior Member
Those flanges for RX7 turbo exhaust manifold application have an interesting color, shininess, and texture. I also notice that they welded cleanly, without any smut or "smoke". Do you know if they are they cast stainless steel? Do you think they are Nickel plated? Any theories on how they are manufactured?
I find it interesting that they look kind of rough in texture, as if they were sand cast, and yet at the same time also have kind of a "CNC machined look". I wonder if a CNC machined original part was pressed against mold sand material in preparation for the casting.
Your welds look great by the way.
Is your #12 cup a "large diameter" gas lens lens cup like this one and do you use it on all those stainless welds?
Also, what argon flow rate do you like to run through it? And finally, curious if you are using either solar flux or backpurging, and if so, how is that working. Thanks for sharing!
Last edited by jakeru; 01-25-2012 at 08:59 PM.
'13 Everlast 255EXT
'07 Everlast Super200P
Member
Are you bending your own tubing? I would be interested to see what you are using to both bend and cut the tubing - you need to be pretty precise on the joints to get the welds to look right.
Any info is appreciated!
Cheers,
Mike
 Member
Member
Amazing work!
Everlast PowerPlasma70
Hobart Ironman 230
Lincoln A-D/C 225
'Classic' Everlast Powertig 200DX 'We don't need no steenkin pre-flow..'
jakemateer.com
 Posting Permissions
Posting Permissions








 Reply With Quote
Reply With Quote




