 School project from Jerky (3g tig root)
School project from Jerky (3g tig root)
so ive been in school for the past 7 weeks getting my welding ticket. i test out next week. the first part of school was pipe. now were doing plate. we have 4 projects. all are open grove welds on 3/8" mild steel plate. we have a 3g with a tig root, 7018 fill/cap. overhead 45 6010 root, 7018 fill/cap. 4g 6010 root, 7018 fill/cap, and a 2g 6010 root, 7018 fill cap. if you dont know what the numbers mean, it is just the position of the weld. 1 is flat, 2 is horizontal, 3 is vertical and 4 is overhead. the "g" means grove weld. so since im showing you my 3g, its just a vertical grove weld. i though since its done in tig, maybe you would like to see it. first step is prep. we bevel the plates to 30 degrees, and file off any millscale. no land is put on. next i put them flat grove side down and set the gap....

the gap is 3/16". once i like where its sitting, i tack the plates together. the tacks become part of the weld so they have to be solid. you can see all the file marks. i make sure that anywhere the weld will go is CLEAN. dont need porosity.

once i have tacks in place, i feather them down on the grove side. once im happy i put it in position and start the root weld. i use a contunious feed with a 1/8" filler rod. my machine is set at 118 amps. scratch start. 1/8" 2% thoriated tungsten. slight weave to blend the sides.

i work my way all the way to my tack and tie in.

this one was a little rough, but it fully fused on the back.
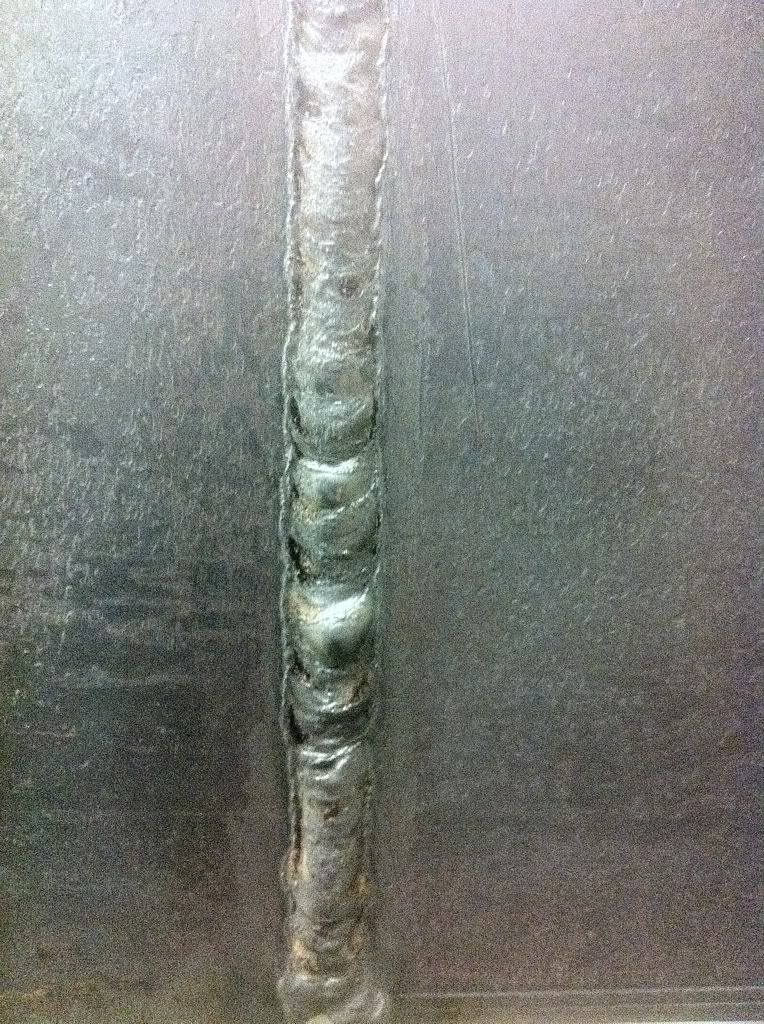
once the root is done i put a small fill pass with tig in. if i dont, the chance to blow through the root with 7018 is greater. for the fill i use a smaller 23/32" filler rod and turn my amps up to 140. i weave a bit more and wash the filler into the sides.

once the tig fill is in, i switch to stick. i put a fill of 7018 in at 95 amps. once i have a nice fill i turn it down to around 90 for the cap. im lazy and dont chip my slag off when i do my cap. i do move very fast and run a nice and hot puddle so as to burn out any bit of slag.(and yes this works as ive broke lots of plates over the past few weeks with no slag inclusions)


so thats one of my test welds that i will do next week. i know the weld is a little dirty, but were only allowed a wire brush, no grinder.
Journeyman welder
250EX
Power plasma 60
horizontal band saw
Miller digital elite 'wicked' lid





 Reply With Quote
Reply With Quote




